

 es
es en
en ru
ru ar
ar





Inversor V&T en la industria de máquinas herramienta
I. Descripción del producto
Los inversores de las series V5 y V6 son inversores de control vectorial de alto rendimiento. La tecnología de control vectorial sin sensor de velocidad sincrónica con la tecnología líder internacional actual se adopta para el producto, que no solo cuenta con el mismo excelente rendimiento de control que el convertidor de frecuencia internacional de gama alta, sino que también combina características de aplicación, intensificando aún más la confiabilidad del producto y el medio ambiente. adaptabilidad.
El inversor V&T con gran par a baja frecuencia y rápida aceleración y desaceleración, logra una respuesta rápida y se aplica a las características de aplicación de la industria de máquinas herramienta, satisfaciendo la demanda técnica de procesamiento del dispositivo de maquinaria y mejorando la eficiencia del procesamiento.
II. Lectotipo y ventaja de la industria
Lectotipo de la industria
La avanzada tecnología de control vectorial sin sensor de velocidad se adopta para los convertidores de frecuencia de las series V5 y V6. Bajo control vectorial de lazo abierto, 0.25HZ puede proporcionar un par de arranque de 180% y una precisión de estabilización de velocidad de ±0.2%. Bajo control vectorial de bucle cerrado, 0 Hz puede proporcionar un par de arranque del 180 % y una precisión de estabilización de velocidad de ±0,02 %. Puede alcanzar una velocidad de respuesta bastante rápida para que el motor del husillo realice su inicio y parada rápidos. Especialmente para motores que funcionan a una frecuencia más baja, su rapidez en el arranque y la parada es más evidente.
V5: el inversor de la serie H con control vectorial 1 y modo de control de control vectorial 2 debe seleccionarse para que la máquina herramienta general realice el procesamiento de piezas de trabajo, con una fuerza de corte grande y estable.
El roscado de rigidez y otras industrias de procesamiento de roscas requieren una alta precisión de velocidad de procesamiento y una gran fuerza de roscado. Se adopta el inversor V6-H como mecanismo de accionamiento; puede satisfacer encomiablemente las demandas de tales industrias.
Para máquinas de grabado y fresado de alta velocidad con una frecuencia de funcionamiento superior a 300 HZ, V5–H–H3 Accionamiento inversor para máquinas de grabado y fresado de alta velocidad deben adoptarse, que admitan una frecuencia de salida máxima de hasta 3200 Hz.
Cuando la máquina realiza grabado y fresado o taladrado de alta velocidad para placas de circuito impreso, la velocidad del husillo es estable, no se desvía ni baja la velocidad, lo que mejora en gran medida la tasa de calificación de los productos mecanizados.
Requiere un par de torsión extremadamente grande y no se detiene cuando la máquina herramienta corta la pieza de trabajo a baja frecuencia. Se debe seleccionar el inversor de la serie V6–H y se necesita un codificador para realizar el modo de control vectorial de bucle cerrado. Bajo el control vectorial de bucle cerrado, la precisión de estabilización de velocidad es 10 veces mayor que el modo de control vectorial de bucle abierto, satisfaciendo el requisito de procesamiento del husillo de la máquina a baja frecuencia y corte pesado.
Los productos de la serie V6–H–M0 realizan ángulos de orientación, 8 ángulos como máximo cuando se seleccionan por terminal. Si se requieren más de 8 ángulos, se puede realizar por comunicación para satisfacer las demandas técnicas de diferentes mecanizados. Bajo el estado de funcionamiento de 0 Hz, el husillo se mantiene con precisión en el ángulo correcto. El husillo mantiene un par muy grande sin cambiar el ángulo del husillo.
Husillo serie V6-H-M1 El inversor puede realizar una función de control de posicionamiento simple y satisfacer la aplicación de ciertas industrias especiales de alta gama.
V6: frecuencia de salida de productos estándar de la serie H de hasta 300 HZ. Si la frecuencia de salida supera los 300 Hz bajo control vectorial de bucle cerrado, se deben seleccionar productos no estándar de la serie V6–H–M3 con una frecuencia de salida de hasta 500 Hz; También puede realizar la orientación en un ángulo arbitrario, satisfaciendo un rango más amplio de velocidad ajustable de máquina herramienta.
ventaja de la industria
|
Gran par a baja frecuencia |
En comparación con marcas similares , cuenta con mayor fuerza de corte y profundidad de corte, lo que puede mejorar la eficiencia y la capacidad productiva. |
|
Respuesta rapida |
Con un tiempo de aceleración y desaceleración más rápido , puede alcanzar 0,1 segundos como mínimo y mejorar la eficiencia de producción de la máquina herramienta . |
|
Velocidad estable |
Bajo control vectorial de lazo abierto , su precisión de estabilización de velocidad puede alcanzar el 0,2% y puede mejorar efectivamente la precisión del mecanizado. |
|
Excelente capacidad de límite de corriente y voltaje |
Con capacidades de sobrecarga y choque anti-repentino de gran fuerza , se proporciona un control de bucle de corriente preciso. Durante carga de choque o gripe de la red eléctrica ctuation y otras perturbaciones externas , el inversor no es fácil de desconectar para protección, lo que puede garantizar mejor el funcionamiento estable continuo de los equipos de producción. |
|
Diseño compacto |
De conformación compacta, es adecuado especialmente para ser surtido con máquina herramienta, ahorrando costos y mejorando la competitividad del producto. |
|
Función servo simple |
Orientación en ángulo arbitrario, y el ángulo es preciso |
tercero Diagrama de cableado bajo control de bucle abierto para sistema CNC
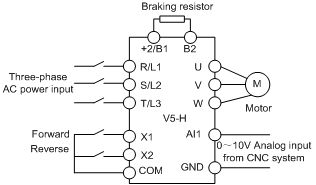

IV. Configuración del código de función
Primero, el motor debe desconectarse de la carga e ingresar los parámetros del motor para realizar el autoajuste de parámetros giratorios. Después del ajuste automático, los parámetros deben configurarse de la siguiente manera:
|
P0.03=4 control vectorial 2 sin realimentación de velocidad del codificador |
|
P0.04=1 Referencia de velocidad a través de AI1 analógico |
|
P0.06=1 Ejecución de referencia de comando a través de terminal |
|
P0.08=1 El tiempo de aceleración es de 1 segundo |
|
P0.09=1 El tiempo de desaceleración es de 1 segundo |
|
P0.11=187 Máxima um frecuencia de salida es de 187 Hz |
|
P0.13=187 El límite superior de frecuencia es 187 Hz |
|
P3.09=0 La marcha atrás está habilitada |
|
P5.00=2 La función del terminal X1 es directa |
|
P5.01=3 La función del terminal X2 es inversa |
|
P5.02=20 La función del terminal X3 se restablece |
|
PA.09=1 Unidad de frenado habilitada |
|
Pd.33=0 El coeficiente de compensación de limitación de par de la zona de potencia constante es 0 |
V. Resultado de contraste con cierta marca internacional bajo control vectorial de lazo abierto
|
Marca del inversor |
Tiempo de inicio |
tiempo de parada |
|
Inversor de cierta marca internacional |
7 seg ondas |
6,8 segundos |
|
inversor V&T |
5 segundos |
3,2 segundos |
Nota: El tiempo de prueba anterior es el tiempo para que el husillo acelere de 0 a 4000 rpm y desacelere de 4000 rpm a 0, la frecuencia de funcionamiento del motor es de 200 Hz y la resistencia de frenado conectada externamente es de 1,8 kW. 50Ω.
Ⅵ.Epílogo
V&T CNC VFD Inverter crece rápidamente en la aplicación CNC con su rendimiento preeminente y muy rentable, puede reemplazar completamente la marca internacional e incluso representar un rendimiento superior al de la marca internacional. No solo puede cumplir con los requisitos del sistema personalizado, sino que también ahorra costos al cliente y crea más beneficios para el cliente.
Anterior :
Inversores V&T en la industria de máquinas giratoriasPróxima :
máquina de elevación de minas 3-8th Floor, Tower 2, Zhiyan lnnovation Building, Yutang Street, Tianliao Community, Guangming District, Shenzhen, Guangdong Province, China.
3-8th Floor, Tower 2, Zhiyan lnnovation Building, Yutang Street, Tianliao Community, Guangming District, Shenzhen, Guangdong Province, China.
 Ms. Nina
Ms. Nina





Si Usted está interesado en nuestros productos y desea saber más detalles, deje un mensaje aquí, le responderemos tan pronto como nosotros .. puedamos.
Derechos de autor © 2026 Shenzhen V&T Technologies Co.,Ltd.. Reservados todos los derechos. Poder por

Red IPv6 admitida


